Proven Performance & Legendary Durability
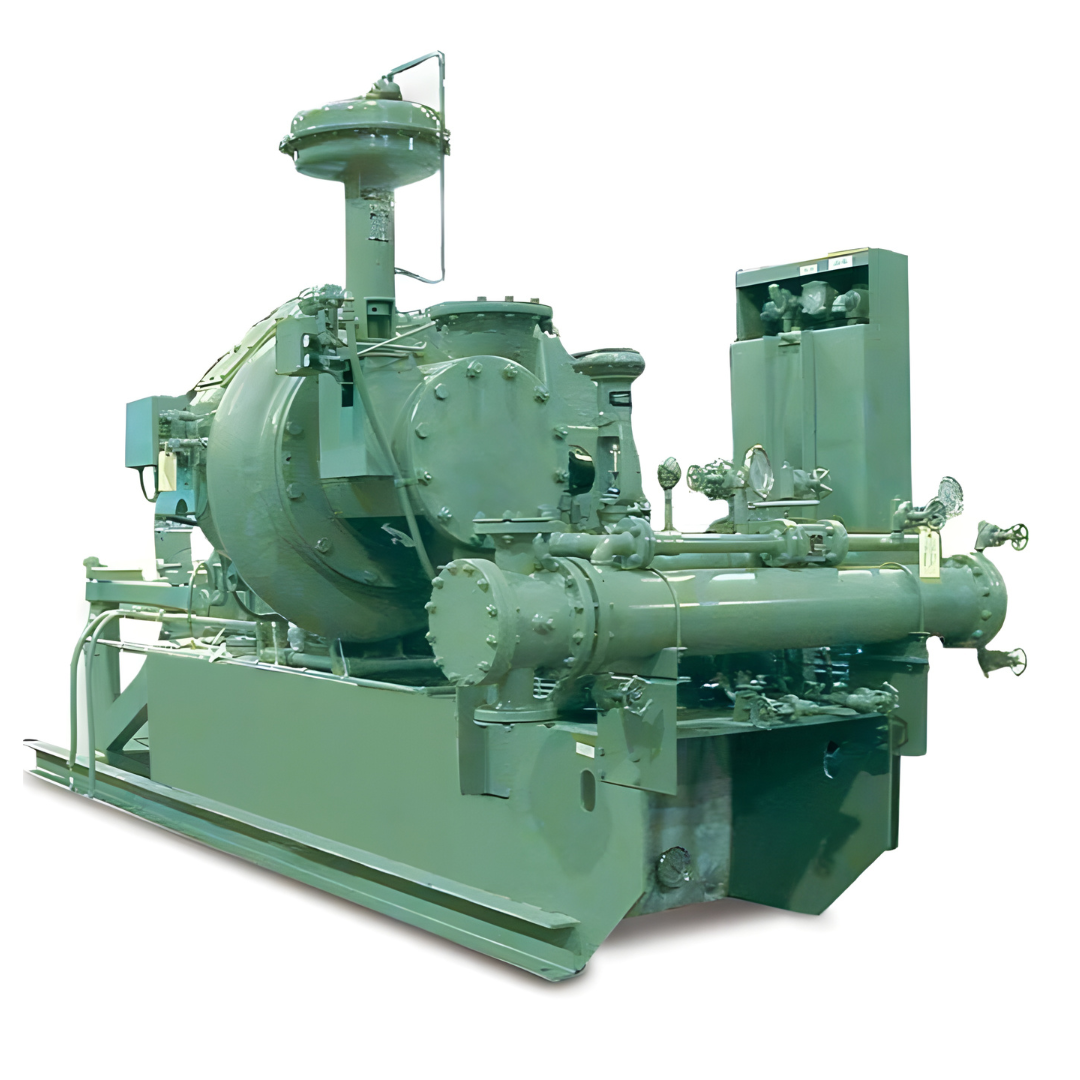
For over 50 years, oil-flooded rotary screw compressors have been the workhorse of modern industry. Blackhawk Equipment partners with Sullair to deliver solutions that go beyond basic air compression. Our units feature US-engineered rotors and optimized air ends designed to lower your kW/cfm ratio—delivering maximum air power with minimum energy consumption.
Whether for general manufacturing, automotive, or heavy-duty industrial applications, our oil-flooded systems offer a maintenance-friendly design and some of the quietest dBA ratings on the market.